Підтримка
- для SSVA-PU-350/PU-500
- для SSVA-350/SSVA-500
- для MMA інвертора
- для MIG/MAG інвертора
- Огляд багатофункціонального джерела струму інверторного типу SSVA-500
- Орієнтовні значення відповідності напруги і швидкості подавання дроту для SSVA‑180‑P/270‑P
- Приєднання SSVA-PU/SSVA-PU-3 до інвертора SSVA‑160‑2/SSVA-270
- Приєднання SSVA-PU-3 до інвертора SSVA‑mini «Самурай» (до 2014 р. випуску)
- Приєднання SSVA-PU-3 до інвертора SSVA‑mini «Самурай» (після 2014 р. випуску)
Огляд багатофункціонального джерела струму інверторного типу SSVA-500
Коротко щодо характеристик
- Трифазна напруга живлення – 3×380 В (номінал), допустимий діапазон – 310―420 В. Кабель живлення складається з чотирьох ізольованих проводів: для трьох фаз і заземлення корпусу.
- Максимальний гарантований струм в усіх режимах – не менше 550 А.
- Високе значення тривалості навантаження (ТН). За зварювального струму до 420 А – безперервний режим (ТН = 100 %), за зварювального струму 500 А – не менше ніж 60 %.
Особливості конструкції і схемотехніки
- Силова частина має дворазовий запас вихідної потужності (відносно тієї, що доступна користувачеві).
- Силова частина побудована за схемою подвійного косого півмоста з фазовим зсувом ШІМ на 180°. Для керування перетворювачами застосовано високопродуктивний 32-х розрядний контролер ARM Cortex-M4.
- Силова плата перетворювача і плата випрямляча для захисту від струмопровідного пилу і вологи залиті силіконовим прозорим компаундом.
- Для кожного апарата SSVA-500 у процесі виробництва під час перевірки і калібрування застосовується стрес-тест під навантаженням із рівнем струму не менше 950 А. Калібрування максимального робочого пікового струму – 650 А.
- ПЗ підтримує термінал UART зі швидкістю 230400 бод для роботи в автоматичному режимі в складі роботизованих комплексів.
- Розробники активно працюють над поліпшенням споживчих властивостей SSVA-500. Протягом усього строку експлуатації апарата користувачеві будуть доступні всі найновіші напрацювання через оновлення ПЗ в сервісному центрі, регіональним дилером чи самостійно.
Керування
Керування налаштовуваннями здійснюється за допомогою чотирьохпозиційного джойстика з центральною кнопкою. Інформація відображається на кольоровому 3,5″ LCD дисплеї.
Курсор (зелена стрілка) вказує активний у цей момент пункт меню.
Рух джойстика догори/донизу переміщує курсор угору/вниз щоб вибрати пункт меню.
Рух джойстика ліворуч/праворуч змінює значення параметра для вибраного пункту меню.
Натискання на центральну кнопку джойстика відображає підказку і опис поточного пункту меню.
Огляд режимів
Щоб обрати режим роботи треба:
– установити курсор у верхньому рядку меню;
– рухаючи джойстика ліворуч/праворуч обрати метод і режим зварювання:
- [MMA. Ручная Дуговая сварка]
- [MIG/MAG 1. Режим ВКЗ]
- [MIG/MAG 2. Струйный перенос]
- [MIG/MAG 3. Простой импульс]
- [MIG/MAG 4. Расширенный импульс]
- [TIG. Сварка вольфр. электродом]
- [SPOTTER. Контактная сварка]
або: - [Глобальные настройки, инфо]
- [Статистика]
MMA. Ручне Дугове зварювання

[MMA. Ручная Дуговая сварка] ([MMA. Ручне Дугове зварювання])
Зварювання всіма типами електродів, стругання
[Вых. ток, А] ([Вих. струм, А])
0—550 А
Установлювання бажаного вихідного струму
[Жесткость, %] ([Жорсткість, %])
0—100%
Установлювання нахилу Вольт-Амперної характеристики, «енергійність дуги»
[Форсаж, сек] ([Форсаж, сек])
0,0—3,0 сек
Підвищення на певний час зварювального струму в момент початку зварювання
[Огр ХХ (1-вкл)] ([Обм ХХ (1-вкл)])
0 або 1
«1» – обмеження вихідної напруги до 12 В включено. Для безпечної роботи в середовищах із підвищеною вологістю, всередині ємностей та ін.
MIG/MAG 1. Режим ВКЗ

[MIG/MAG 1. Режим ВКЗ]
Дугове зварювання у захисних газах з механізованим подаванням зварювального дроту («напівавтоматичне» зварювання) в режимі перенесення металу з Вимушеними короткими замиканнями дротом 0,8—2,0 мм в середовищі газу СО2 і суміші газів Ar/CO2 або Ar/CO2/O2. Характерними є більш високий катет і зменшене тепловкладення в матеріал у порівнянні з іншими режимами
[Напряжение V] ([Напруга V])
Установлювання вихідної напруги. За правильного налаштування відповідно до поточної швидкості подавання дроту кінчик дроту знаходиться в зварювальній ванні, кулька не утворюється
[Жесткость %] ([Жорсткість %])
Установлювання відносного пікового струму, тобто балансу між стійкістю зварювального процесу і кількістю періодичних бризок
MIG/MAG 2. Струминне перенесення
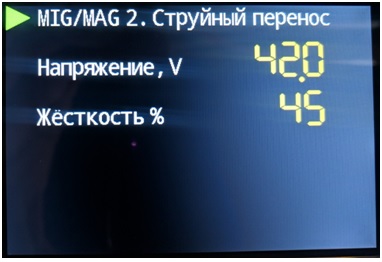
[MIG/MAG 2. Струйный перенос] ([MIG/MAG 2. Струминне перенесення])
Найпродуктивніше «напівавтоматичне» зварювання – режим струминного перенесення металу – дротом 0,8—2,0 мм у середовищі газу СО2 і суміші газів Ar/CO2 або Ar/CO2/O2. Характерні: низький катет, великий прогрів матеріалу і підвищені швидкості подавання дроту
[Напряжение, V] ([Напруга, V])
Установлювання вихідної напруги. За правильного налаштування відповідно до поточної швидкості подавання дроту кінчик дроту знаходиться в зварювальній ванні, кулька не утворюється
[Жесткость %] ([Жорсткість %])
Установлювання відносного пікового струму, тобто балансу між стійкістю зварювального процесу і кількістю періодичних бризок. За цього режиму треба зменшувати жорсткість, наскільки це можливо, але без зриву рівномірного процесу зварювання. Бажані значення: 4—8 %
MIG/MAG 3. Простий імпульс

[MIG/MAG 3. Простой импульс] ([MIG/MAG 3. Простий імпульс])
«Напівавтоматичне» зварювання в режимі імпульсного перенесення металу дротом 0,8—1,6 мм у середовищі суміші газів Ar/CO2 або Ar/CO2/O2. Характерні: низький катет, аж до від’ємного, великий прогрів матеріалу і повна відсутність бризок за правильного налаштування.
Комфортне зварювання алюмінію в середовищі інертних газів Ar, He, Kr
[Ток пика, А] ([Струм піку, А])
Установлювання пікового струму. За правильного налаштування до встановленої швидкості подавання дроту і встановленого набору налаштувань кінчик дроту не торкається зварювальної ванни, кулька не утворюється
[Набор настроек] ([Набір налаштувань])
Набори попередніх налаштувань: 0—10; для діапазонів швидкостей і різних діаметрів дроту, починаючи зі швидкості ~50 і діаметра дроту 0,8 мм (набір налаштувань 0)
MIG/MAG 4. Розширений імпульс

[MIG/MAG4. Расширенный импульс] ([MIG/MAG 4. Розширений імпульс])
«Напівавтоматичне» зварювання в режимі імпульсного перенесення металу дротом 0,8—1,6 мм у середовищі суміші газів Ar/CO2 або Ar/CO2/O2. Характерні: низький катет, аж до від’ємного, великий прогрів матеріалу і повна відсутність бризок за правильного налаштування.
Комфортне зварювання алюмінію в середовищі інертних газів Ar, He, Kr
[Ток пика, А] ([Струм піку, А])
Установлювання пікового струму. За правильного налаштування кінчик дроту не торкається зварювальної ванни, кулька не утворюється
[Ток базы, 1/К] ([Струм бази, 1/К])
Базовий струм порівняно з піковим. Якщо значення К = 10, базовий струм менший ніж піковий у 10 разів
[Длина паузы, К] ([Довжина паузи, К])
Час дії базового струму порівняно з піковим. За значення К = 10 час дії базового струму в 10 разів більший ніж час дії пікового струму
[Частота, Гц] ([Частота, Гц])
0—300 Гц
Бажано уникати частот, які кратні до частоти мережі
TIG. Зварювання неплавким електродом

[TIG. Сварка вольфр. электродом] ([TIG. Зварювання вольфрам. електродом])
Зварювання неплавким (вольфрамовим) електродом у середовищі інертних газів
[Вых. ток, А] ([Вих. струм, А])
Установлювання бажаного вихідного струму
[Наклон, %] ([Нахил, %])
Установлювання нахилу Вольт-Амперної характеристики
[Зав. кратера, сек] ([Зав. кратера, сек])
Заварювання кратера. Установлювання часу плавного спаду струму перед обривом дуги
SPOTTER. Контактне зварювання

[SPOTTER. Контактная сварка] ([SPOTTER. Контактне зварювання])
Контактне зварювання або дозований прогрів одиночним імпульсом струму встановленої величини
[Вых. ток, А] ([Вих. струм, А])
Установлювання бажаного значення імпульсу вихідного струму
[Время имп., сек] ([Час імп., сек])
Тривалість імпульсу струму (від 0,01 до 10 сек) під час натискання на кнопку пальника
Глобальні налаштування, інформація

[Глобальные настройки, инфо.] ([Глобальні налаштування, інфо.])
Глобальні налаштування, інформація
[Огранич. ПВ tºC] ([Обмеження ТВ tºC])
Ручне обмеження ТВ апарата дозволяє користуватися слабкострумовими пальниками без ризику виходу їх із ладу.
У разі користування зварювальним рукавом із невеликою ТВ Ви можете обмежити ТВ самого апарата. Усталене значення – 170ºC – відповідне до ТВ = 100 % за 420 А
[Цвет. сх. диспл.] ([Колір. сх. диспл.])
Колірна схема дисплея: пряма або інверсна
Display V11 id=0x00520051 – поточна версія ПЗ й унікальний ідентифікаційний номер дисплея
Power V11 id=004B0040 – поточна версія ПЗ й унікальний ідентифікаційний номер силової плати
Статистика

Для статистики – окремо за кожним режимом – враховуються дані роботи під навантаженням понад 10 А відносно загального часу роботи під навантаженням.
U_in – (для розробників) середнє значення АЦП напруги мережі під навантаженням за останню годину роботи. 380 В =~2700. 420 В = ~3200
Iout – (для розробників) середнє значення АЦП вихідного струму. 650 А= ~1900
e_page D/P – (для розробників) кількість записів сторінок EEPROM дисплея і силової плати
Блокир. А (Блокування А) – (для розробників) кількість спрацьовувань аварійного відсічення по струму
Блокир. Т°C (Блокування Т°C) – кількість спрацьовувань відсічення по перегріву
Кол-во вкл. (Кількість вмик.) – кількість вмикань
Вр. раб. (Час роботи) – час роботи під навантаженням
Вр. вкл. (Час ввімк.) – загальний час у ввімкненому стані
